cncدر صنعت چوب
پدیده ای نو در صنعت چوب
بشر از دیر بازدر پی آن بوده که با استفاده از ساده ترین روش ها و صرف کمترین زمان ، بهترین وسایل را به دست آورد. انسان اولیه تنها با سنگ الفت داشت و بدین لحاظ کلیه اشیا و لوازم خود را با رنج بسیار از سنگ می ساخت . ...
بالاترین میزان اهمیت برخوردار است. می توان گفت:انسان قبل از آنکه به فکر صرفه جویی در استفاده از این منبع باشد به فکر سرعت بخشیدن در تولیدات خود و بالا بردن کیفیت آنها است و با گذشت زمان و تکامل تدریجی اندیشه بشری انسان به استفاده از گیاهان و فرآورده های گیاهی روی آورد و به دنبال آن برخی از ملزومات خود را از چوب و برگ درختان تهیه کرد. فراوانی این منبع چنان بود که در ابتدای امر به عنوان بهترین منبع در ذهن بشر متصور شد ولی به مرور زمان و به خصوص صنعتی شدن جوامع در سالهای اخیر به سبب بهره وری بی رویه،خطر از میان رفتن این منبع سرشار انسان را بر آن داشت تا برای حفظ آن چاره اندیشی کند.امروزه ثابت شده است که استفاده صحیح و علمی از چوب نه تنها فاقد ضرر زیان است بلکه باعث تسریع فرایند احیا آن در جنگل خواهد شد .بهره وری بدون تامل و فاقد پیش زمینه های اصولی در آغاز این حرکت هم چون زنگ خطری در گوش انسان به صدا در آمد و او را به فکر ساختن ابزارهای جدید انداخت چنان که وجود دستگاه ها و ماشین آلات جدید در صنعت درود گری را می توان دستاور اقدام چاره اندیشانه بشر قلمداد کرد .امروزه این صنعت به چنان دستگاههایی تجهیز شده است که هریک به سهم خود گام موثری در جهت احیا این منبع پر ارزش بر داشته اند،ماشین آلاتی با دقت های فوق العاده که میزان هدر رفتن انرژی و زمان را به حداقل رسانیده و محصولاتی در خور تحسین و زیبا و بی نظیر پدید آورده اند. امروزه نه تنها مبحث صرفه جویی بلکه کیفیت، زمان و سرعت بالا در تولید مصنوعات چوبی از این امر به نوبه خود زمینه از بین رفتن آن را نیز پدید خواهد آورد، پایه و اساس ساخت دستگاه های امروزی ،سرعت ،دقت و حداکثر صرفه جویی در انرژی است. همین امر باعث به وجود آمدن دستگاههای اتوماتیک CNC شده است.CNC در معنای لغوی کنترل عدد کامپیوتری است که این کنترل عددی عبارت از ترجمه طرح های کشیده شده به زبان ماشین است. بدین معنا که هرگاه طرحی به ماشین داده شود،دستگاه از طریق یک سری محاسبات ریاضی طرح داده شده را ترجمه می کندو هدف مورد نظر را به اجرا در می آورد. ابتدایی ترین سیستم های CNC بر پایه زبان ماشین g-Code استوار بودند. این زبان به توجه به یک سری کدها فرمان ها را به دستگاه داده و اجرا می کرد. استفاده از این زبان تقریباً از دهه 1960 آغاز گردید و تا دهه 1980 ادامه یافت.
از معایب این سیستم عدم سازگاری در بسیاری از دستورها و در نتیجه عمل نکردن (Hanging) برنامه دستگاه بود هم چنین به دلیل استفاده از کابل های انتقال اطلاعات معمولی در این گونه سیستم ها، شرایط محیطی به طور مستقیم معضلات بسیاری را در اجرای یک برنامه پدید می آورد.
همچنین سرعت پایین این سیستم نیز یکی دیگر از موارد خاص مورد توجه بود. از دهه 1980 به بعد سیستم جدید دیگری روی کارآمد که برگرفته از پروسسورهای بسیار قوی برای ترجمه اطلاعات است. در این سیستم از کابل های انتقال سریع اطلاعات بهره گیری شده است و به دلیل عملکردهای ساده ی نرم افزاری برای کاربر توانسته است جای سیستم های قدیمی را پر کند.
اما طی دو سال اخیر شرکت های سازنده، رقابتی فشرده در جهت بالا بردن سطح توانمندی خود اقدام به استفاده از یک سری پروسسور یا ProfiBus نموده اند.در این سیستم ها از فیبر نوری بهره گیری بسیار شده است و وجود همین تکنولوژی توانسته است سیستم هایی را پدید آورد که حتی مبتدی ترین کاربران نیز بتوانند به راحتی آن را مورد استفاده قرار دهند.
اکثر این سیستم ها از سری Sinumerik SV که محصولی پر قدرت از شرکت Siemens می باشد. در این سیستم دیگر نیازی به وجود کدهای سیستم از طریق کاربر نمی باشد و تنها کاربر می تواند طرح خود را همانند برنامه های طراحی ساده ای که در دسترس همگان می باشد رسم نموده و پس از انتخاب ابزار مورد نظر طرح خود را اجرا نماید. به عبارت دیگر در این سیستم ها دیگر نیازی به برنامه نویسی و ارسال دستورات پر پیچ و خم نمی باشد و مثلاً با رسم یک خط شما حدود 10 دستور را حذف نموده اید.
از سوی دیگر وجود ابزارهای متعدد از قبیل انواع فرزها، مته ها و اره ها را برای اجرای یک طرح بسیار هموار نموده است. تعداد و نوع ابزار بر روی هر دستگاه متفاوت می باشد و بسته به کاربر ساخته می شود. ابزار های مورد استفاده در دستگاههای CNC نیز مختلف می باشد و هر کارخانه سازنده یک استاندارد ابزاری را برای دستگاه خود انتخاب می نماید. استاندارد هایی همانند PS2000-E ، SX ، HKS و HKS 63F ، البته اکثر سیستم های جدید امروزی که در یکی دو سال اخیر به بازار آمده تنها از استاندارد HKS و HKS 63F متابعت می کنند و سیستم های استاندارد دیگر تقریباً از رده خارج شده اند.
مزیت این استاندارد ها، قابلیت بالای مانور ابزار در سرعت های زیاد می باشد. در این سیستم حداقل میزان اصطکاک هوا وجود دارد و میزان بالانس ابزاری نیز به حدی می باشد قابلیت اجرای دقت تا 0.001 میلیمتر را فراهم می آورد .
جنس ابزار دستگاه نیز در دستگاههای CNC تخصصی شده و بیشتر از ابزار HW،HSS و ابزار الماسه یا Diamond و حتی Diamax استفاده می شود. عمر این ابزار بسته به نوع مصرف و جنس تیغه متفاوت می باشد. به عنوان مثال یک ابزار با تیغه Diamond می تواند در حدود 400 برابر یک ابزار به تیغه HW کار انجام دهد.
به طور کلی و به صورت استاندار یک دستگاه CNC چوب دارای سه محور اصلی X، Y، Z می باشند که با وجود محورهای دقیق و موتور های بسیار پیچیده حرکتی نرم و با دقت فوق العاده را به وجود می آورند. صرف نظر از محور های اصلی اخیرا یک محور جدید به نام c-Axis بر روی دستگاههای CNC نصب گردیده که در حال حاضر دو کارخانه بزرگ در دنیا محصولات خود را مجهز به این سیستم نموده اند . در محور C-Axis امکان چرخش ابزار به صورت افقی به اندازه 0 تا 360 درجه حول محور عمودی z فراهم شده است . وجود این محور کمک بزرگی برای اجرای فرز کاری های خاص ، سوراخ کاری در زوایای مختلف و شیارزنی به شکل های متفاوت می باشدو ورود به این سیستم به دستگاههای CNC توانسته است تحولی عظیم در طرح ها به وجود آورد. بخش دیگر که یکی از مهم ترین بخشهای یک دستگاه CNC می باشد ، سیستم ایمنی آن است . امروزه با پیشرفت تکنولوژیسیستم های حفاظتی دقیقی ساخته شده است که از هر حیث ایمنی کامل برای کار به وجود می آورد. وجود سوئیچ های هوشمند ،کف پوش های حفاظتی جلوی دستگاه ، سیستم های کنترل حرارت و کنترل برق و بسیاری دیگر توانسته اند
مجموعه ای مطمئن و کارا را برای کار به وجود آورد.
دستگاه های برش از اساسی ترین و مهم ترین ماشین آلات مورد نیاز در کارگاه و کارخانجات صنایع چوب و فرآورده های چوبی می باشد. این دستگاه به طورکلی بر اساس نوع ماده اولیه مصرفی ، نوع و شکل کاربرد به انواع مختلفی مانند اره های زنجیری ، اره های نواری ،اره های گرد ( مجموعه ای) اره های الکتریکی دستی تقسیم می شوند و هر کداز این اره ها نیز به نوبه خود بر اساس قدرت موتور، قطر تیغه، قطر فلکه، حجم برش، ظرفیت برش، تعداد تیغه، نوع تیغه و.... به زیر مجموعه های دیگر تقسیم می شوندکه با توجه به توانایی ها و مشخصات گروهی از آنها در خرده کاری و کار های ظریف کاربرد دارند ،گروهی برای کارگاه ها و گروهی نیز برای کارخانجات و صنایع بزرگ مناسب هستند صنعتگران شاغل در زمینه چوب ،فرآورده ها وسازه های چوبی متناسب با نوع و حجم تولیدات و مساحت واحد تولیدشان از این ماشین آلات بهره می گیرند. با گذشت زمان و به تدریج پیشرفت تکنولوژی و با توجه به نیاز صنعتگران برای استفاده از دستگاه هایی با کارکردآسان تر و با سرعت و ایمنی بالاتر امکاناتی از قبیل تیغه برش با زاویه متغیر ، تیغه خط زن post forming ( برای جلوگیری از لب پریدگی و بالا بردن کیفیت ) ، تنظیم ارتفاع تیغه و زاویه دار شدن آن به صورت برقی با نمراتور دیجیتالی ،استفاده از صفحات کشویی sliding table و پایه telescopic برای ایجاد سهولت در حرکت دادن پانل ها ، نمراتور دیجیتالی جهت تعیین وضعیت گونیا ، گونیا های موتوری با قابلیت تنظیم میکرومتری ، خروجی های مکنده پوشال ، سیستم های ایمنی پیشرفته مانند ترمز تیغه و سیستم Emergency جهت توقف سریع دستگاهها ، حفاظهای ایمنی پیشرفته ، سیستم های کامپیتوری جهت کنترل محورهای دستگاه و حفاظ جهت برش و بسیاری امکانات از این دست به این دستگاه ها اضافه شده که هر نوع و مدل از آنها به نوبه خود از تکنولوژی بهره گرفته اند . در حال حاضر به علت تقاضای بالای بازارمصرف جهت محصولات صفحه ای و گرایش بسیاری از تولید کنندگان به این شاخه از صنعت چوب استفاده از اره های گرد یا مجموعه ای با نام های مصطلح پانل بر و MDF بر کاربرد فراوانی یافته اما با تمام امکاناتی که در این دستگاه ها تعبیه شده دارای محدودیت هایی در حجم تولید ، ظرفیت برش ( طول و عرض برش) ، ایمنی بسیار بالا ، برنامه ریزی برش ، کاهش دورریز ،اتکاء به نیروی انسانی ماهر و ...... دارند که این محدودیتها طراحی و ساخت دستگاه های دیگر و به عبارتی نسل دیگر ی از پانل ها را ایجاد نمود که پانل بر های اتوماتیک و کامپیتوری CNC برش وارد این صنعت گردید . در این نوع پانل بر ها تقریباً تمام محدودیت های فوق الذکر رفع گردیده و بسیارمناسب برای صنایع بزرگ با حجم های تولید بالا می باشد . جهت آشنایی بیشتر با نحوه کارکرد و امکانات این نوع دستگاه ها پانل بر اتوماتیک ساخت ایتالیا به طور اجمالی معرفی میگردد . این دستگاه دارای شاسی قوی و مستحکمی از جنس فولاد(Tubular steel) می باشد که بر اساس اصول آیرودینامیکی و تقسیم بار طراحی شده است که این طراحی کم نظیر باعث گردیده دستگاه بدون نیاز به استفاده از آهن وفلزات سنگین دارای مقاومت بسیار بالایی باشند ، در طراحی شکل ظاهری نیز با توجه به نمای زیبا و منحصر به فرد آن تمام اصول آیرودینامیک و مهندسی رعایت شده و در بخش هایی از دستگاه که در معرض تماس مستقیم با قطعه کار و اصطکاک قرار دارند نهایت استحکام با استفاده از فلزات و مواد مقاوم به کار رفته است . همان طور که قبلاً گفته شد یکی از مشکلات دستگاه های پانل بر محدودیت در ظرفیت برش ( طول و عرض برش) می باشند.
اما این دستگاه با داشتن دامنه های مختلف طول و عرض برش تامیلیمتر کلاً این محدودیـت جهت برش صفحـات با ابـعاد استـاندارد موجود در بـازار را از بین برده ( مدلهای ) میلیمتر و میلیمتر به علت استاندارد صفحات مصرفی ایران یا سانتیمتر توصیه می شوند . در مدلهایی از این دستگاه ها برای بالا بردن سرعت کار کرد وحجم تولید و همچنین کم کردن نیاز به نیروی انسانی به سیستم بالا برنده صفحه(Lifting Panels) یا به عبارتی آسانسور صفحات همراه با سیستم بارگیری ار چپ و راست و پشت دستگاه و همچنین سیستم پنوماتیکی تغذیه و سیستم مخصوص بارگیری صفحات کم ضخامت و نازک مجهز شده است . همچنین یکی دیگر از روشهای به کار رفته در این دستگاه جهت بالا بردن حجم تولید امکان داشتن 2 سیستم کامپیوتری و برنامه ریزی برش برای 2 بخش برش یعنی بخشی از دستگاه که برش های طولی و بخشی که برش های عرضی (سایز بری) را انجام می دهد می باشد یا به عبارتی سیستم جلو برنده پانل بر دو قسمت مجزا بوده و صفحات می توانند به طور مجزا از دستگاه بیرون بیایند میزهای جلوی دستگاه با فواصل قابل تنظیم و ابعادهای مختلف از فولاد سنگین بوده که با پوشش فنولیک و مقاوم پوشیده شده اند و دارای منافذ خروج باد (Air Floataion) می باشند که به یک دمنده مرکزی جهت تأمین باد صفحات متصل شده اند که با شروع کار دستگاه باد با فشار از سوراخ ها خارج شده و با ایجاد بالشتکی از هوا باعث می شود پانل ها به راحتی روی صفحه میزهای جلوی دستگاه جابجا شوند . میز اول دارای گونیای فولادی بسیار دقیق (Cross cutting fence ) می باشد . این دستگاه دارای دو موتور برش قوی، واحد خط زن با موتور مستقل ( قابلیت تنظیم External ) و قفل پنوماتیکی میباشد ، همچنین به سیستم برش Post Forming جهت برش صفحات با لبه Post Form مجهز گردیده ، تیغه های دستگاه دارای قابلیت برش مواد غیر چوبی مانند آلومینیم ، پلاستیک و .... می باشند که برای این منظور به سیستم خنک کننده تیغه ها با فشار هوا ، سیستم روانکاری تیغه ها و سیستم جمع آوری گرد غبار مجهز گردیده اند . سرعت چرخش تیغه اصلی به طور پیوسته توسط مبدل ها کنترل می شوند و دارای نشانگر دیجیتالی الکترونیکی می باشند که سرعت چرخش را به صورت RPM ( دور در دقیقه ) نشان می دهد.
دستگاه دارای سیستم تنظیم ارتفاع تیغه برای کنشکاف زنی با کنترل کامپیوتری است (Grooving function )و همچنین دارای قابلیت تنظیم ارتفاع تیغه اره متناسب با ارتفاع پانل های چیده شده بر روی یکدیگر جهت به دست آوردن بهترین کیفیت برش (از لحاظ ایمنی حداکثر 6 دندانه در گیر با قطعه و حداقل 3 دندانه یا به عبارتی یک سانتیمتر بالا تر از سطح برش توصیه شده است ). کل سیستم برش در یک جعبه اره (saw carriage) از جنس فولاد مقاوم قرار گرفته و توسط یک کابل فولادی (Tensioning steel cable self) کشیده می شود (در مدل های جدید این دستگاه از سیستم چرخ دنده استفاده شده است) . جعبه اره دارای 8 فولی (چرخ7 شکل) با سیستم پاک کنندگی مسیر حرکتش در دو طرف می باشد که توسط آنها بر روی 2 میله فولادی صیقلی به طور روان و دقیق حرکت می کند طراحی این جعبه به گونه ای است که هر بار به طور مساوی دقیقاً بین فولیها تقسیم می شود و باعث می شود که کمترین اصطکاک بین چرخ ها و میلها ایجاد شود . (کل این سیستم maintenance free است و نیازی به تعمیرات و نگهداری حتی روغن کاری ندارد). سرعت حرکت جعبه اره بر اساس پارامتر هایی به طور اتوماتیک با توجه به ارتفاع صفحات چیده شده بر روی یکدیگر و سایر متغیر ها تنظیم می شود همچنین سرعت برش و میزان سرعت حرکت جعبه اره در موارد که بار اضافی به موتور اصلی وارد می شود به طور اتوماتیک کاهش می یابد. این دستگاه به یک سیستم اشعه مادون قرمز مجهز شده که باعث برگشت سریع اره به ابتدای دستگاه بلافاصله پس از اتمام برش قطعه می گردد که بسیار مناسب برای بالا بردن سرعت کار کرد و جلوگیری از اتلاف وقت و استهلاک دستگاه می باشد. پرتوافکن (Laser beam ) جهت خط برش نیز از تجهیزات قابل نصب روی این دستگاه است . گیره های دستگاه یا اصطلاحاًً (pusher ) با قابلیت باز شدن دهانه تا 11 سانتیمتر بر روی یک میله قرار گرفته اند و این میله توسط یک موتور محرک در وسط آن و سیستم چرخ دنده و میله دندانه دار در دو سمت به طور دقیق حرکت می کند و پانل ها را کرفته و برای برش به داخل دستگاه می کشند . کنترل سرعت حرکت پوشرها توسط کامپیوتر Anagogic o.k. و مبدل الکترونیکی (Inverter ) صورت می گیرد و موقعیت پوشرها توسط سیستم Magnetic strip و سنسورهای مخصوص برای کامپیوتر دستگاه معین می شود . یک بخش مفید تعبیه شده در این دستگاه که برای کناره بری صفحاتی با روکشهای از لبه صفحه بیرون زده که نمی توان آنها را به گونیای دستگاه تکیه داد بکار می رود ، سیستم گیره چند انگشتی (Fingers stop multiple ) می باشد.
که باعث می شود بدون صدمه خوردن روکش ، نر صفحه جهت گونیا شدن مورد استفاده قرار می گیرد . این دستگاه دارای یک گیره فشار از کنار با کنترل کامپیوتری جهت گونیا نگاه داشتن قطعات تا انتهای برش می باشد و این گیره ها همیشه در تماس با توده پانل های آماده برش و در حال برش حتی ضمن حرکت پوشرها به سمت جلو و عقب باقی می ماند تا صفحات کاملاً گونیایی برش داده شود . پانل ها توسط این گیره تا آخرین مرحله برش نگاه داشته می شوند و این موضوع باعث می شود که هیچ گونه جابجایی صفحات در طی برش حنی هنگام بریدن قطعات کوچک نباشد . سیستم های ایمنی و حفاظتی بسیار پیشرفته جهت بخش های الکتریکی و کامپیوتری و میکانیکی و ایمنی کارکرد در این دستگاه ها تعبیه شده است . حفاظ ایمنی جلوی دستگاه با سیستم چرخشی که برای پوشاندن محدوده برش می باشد برای اولین برش کناره بری پایین می آید و تا بیرون آمدن آخرین قطعه بریده شده پایین باقی می ماند . طراحی خاص این حفاظ باعث شده است که نیازی به حرکت موتوری بالا و پایین رفتن آن برای خروج هر قطعه نباشد و در نتیجه استهلاک دستگاه پایین آمده سرعت بالا می رود . این دستگاه می تواند به صورت Manual (دستی) ، نیمه اتوماتیک و یا تمام اتوماتیک کنترل شود . توسط نرم افزارهای پیشرفته نصب شده بر روی دستگاه می توان الگوهای برش را توسط ویرایشگرهای مخصوص به طور دقیق و با حداقل دورریز کشیده و در صورت موجود بودن دورریزهای اجتناب نا پذیر دستگاه به آنها که کد داده که این کدها قابل پرینت گرفتن بر روی برچسب هستند و پس از برش قطعه این برچسب ها بر روی قطعه چسبانده شده و در دفعات بعدی برش در صورت مناسب بودن سایز قطعه برچسب خورده دستگاه استفاده از آنها را پیشنهاد می کند که بدین وسیله دروریز به حداقل ممکن می رسد . در ادامه برخی دیگر از امکانات نرم افزاری دستگاه ، مشخصات فنی ، امکانات و تجهیزات یک نمونه از این دستگاهها ، برخی از نکاتی که هنگام خرید باید به آنها توجه نمود ، ملزومات جهت نصب و راه اندازی ، نکات عمومی راه اندازی ، توصیه های ایمنی و نگهداری و در نهایت کنترل کیفیت به طور اجمال ارائه می گردد . نرم افزار این دستگاه قابل ارتباط به شبکه اینترنت و بخش فنی کارخانه Casadel در ایتالیا می باشد که در هر زمان از شبانه روز می توان از توصیه ها و رفع عیب های آنها به صورت On line استفاده کرد . تمام سیکل و مراحل مختلف کارکرد ماشین بر روی صفحه نمایش در همان زمان اجرا نشان داده می شود . همچنین دستور العمل مرحل کارکرد برای اپراتور به چند زبان که به زودی فارسی نیز به آنها اضافه خواهد شد بر روی صفحه نمایش ظاهر شده که حتی نیروی غیر متخصص می تواند با پیروی از این دستور العمل ها با دستگاه کار کند . ارائه راهنمایی ها و کمک های ON line و پیام های خطا و اطلاعات لازم برای رفع عیب های به وجود آمده از امکانات نرم افزاری این دستکاه می باشد . کلیه بخش های میکانیکی و الکترونیکی دستگاه توسط کامپیوتر کنترل و چک شده و توسط نمودارهای اوسیلوسکوپبی مشخص می گردد .
1- ظرفیت برش عرض 4500 میلیمتر . 2- میزان بالا آمدن تیغه برش (ارتفاع برش) 115 میلیمتر با تیغه قطر 400 میلیمتر (قطر تیغه معرف توان برش است و عمق برش معمولاً یک سوم قطر تیغه است ) . 3- باز شدن دهانه گیره 110 میلیمتر . 4- حد اکثر قطر تیغه اصلی 400 میلیمتر (TCT با سوراخ ایمنی Phns ) ( TC= Tungestan carbide ) . 5- قطر تیغه خط زن 150 میلیمتر (Tctconical نوع Splite برای Post Forming ) . 6- قطر سوراخ اره خط زن و برش 30 میلیمتر . 7- سرعت چرخش تیغه اصلی 3500 دور در دقیقه . 8- سرعت چرخش تیغه خظ زن 7500 دور در دقیقه .9- سرعت تغذیه جعبه اره (Stepless ) 2.50 متر در دقیقه . 10- سرعت برگشت جعبه اره 50 متر در دقیقه .11- حداکثر سرعت پوشرها به سمت جلو 40 متر در دقیقه .12- حداکثر سرعت برگشت پوشرها 40 متر در دقیقه .13- میزان جابجایی پوشر 4300 میلیمتر .14- تعداد گیره ها 7 عدد(قابل افزایش به صورت option ) .15- قدرت موتور اصلی 10HP (7.5 کیلووات) . 16- قدرت موتور خط زن (2.5HP ) (1.8 کیلووات) .
1- شاسی قوی ساخته شده از فولاد Steel Tubular با طراحی بر اساس اصول آیرودینامیک . 2- میزهای جلوی دستگاه با صفحات فولادی سنگین و پوشش فنولیک مقاوم با ابعادهای مختلف ( میلیمتر - میلیمتر میلیمتر) همراه با منافذ خروج باد برای ایجاد بالشتک هوا . 3- گونیای فولادی (Side Fence Cutting Cross ) نصب شده بر روی میز اول با دقت فوق العاده بالا . 4- ساپورت های زیر صفحات در داخل دستگاه از جنس آلومینیم تقویت شده همراه با غلطک جهت حرکت روان صفحات بر روی آنها .5- دو عدد میله فولادی صیقلی برای حرکت روان خعبه اره (Saw Carriage ) بر روی آنها .6- هشت فولی (چرخ های هفت شکل ) جهت جابجایی جعبه اره و مجهز به سیستم پاک کنندگی گرد و غبار میله هایی که بر روی آنها حرکت می کنند . 7- کابل فولادی با چرخ دنده و میله دندانه دار جهت حرکت جعبه اره . 8- اشعه مادون قرمز برای تنظیم اتوماتیک حرکت اره و مشخص کردن اتمام برش قطعه و بازگرداندن جعبه اره به محل اول(Red inferior photo cell device detecting ) . 9- تنظیم کننده اتوماتیک سرعت برش یا سرعت تغذیه جعبه اره به صورت Stepless با توجه به ارتفاع صفحات آماده برش چیده شده بر روی یکدیگر و سایز متغییرها .10- پرتو افکن laser beam برای خط برش . 11- رگلاتور تنظیم کننده فشار هوا . 12- گیره های (Pusher ) جهت گرفتن صفحات . 12- میله حامل پوشرها ،موتور محرک ، چرخ دنده جهت حرکت پوشرها . 13- تنظیم کننده کامپیوتری سرعت پوشرها (Analogic N.C ) و مبدل های الکترونیکی (Inverter ) و Ramp کاهش و شتاب برای کنترل سرعت . 14- سیستم Magnetic Strip برای تعیین موقعیت پوشر . 15- گیره های کناری (Side aligner ) با 2 غلطک (Pre positioning Rollers ) با کارکرد مستقل و اتوماتیک برای گونیا نگهداشتن قطعات در حال برش ت آخرین مرحله برش . 16- واحد خط زن با موتور مستقل و تنظیم External . 17- خط زن اتوماتیک Attachment برای Post forming قدرت موتور ( HP ) (1.8KW )- حداکثر قطرتیغه خط زن Post Forming 250 میلیمتر- ماکزیمم قطر تیغه اصلی 400 میلیمتر – میزان بالا آمدن تیغه خط زن 50 میلیمتر – امکان نصب تیغه خط زن 50 میلیمتر – امکان نصب تیغه خط زن Conical استاندارد با قطر تیغه 150 میلیمتر . 18- سیستم تنظیم ارتفاع تیغه اره متناسب پانل های چیده شده بر روی یکدیگر .19- سیستم تنظیم ارتفاع تیغه اصلی برای کنشکاف زنی با انتخاب Grooving Function ذر برنامه ریزی برش کامپیوتر . 20- قابلیت اتوماتیک کاهش سرعت برش و میزان سرعت حرکت جعبه اره در زمانی که بار اضافی به موتور اصلی وارد می شود . 21- موتور اصلی به قدرت HP15 ،KW11 با سیستم کنترل مداوم سرعت چرخش در زنجیر 3800/1000 دور در دقیقه توسط مبدل های الکترونیکی و نشان دادن آن توسط نشانگرهای دیجیتالی .22- قفل پنوماتیکی تیغه اصلی و تیغه خط زن . 23- سیستم خنک کننده Air Jet برای تیغه اصلی جهت مواد غیر فلزی مانند پلاستیک و غیره . 24- سیستم خنک کننده Air Mist برای تیغه اصلی جهت موادی مانندآلومینیم و غیره Multiple Finger Stop . 25- جهت اضافه بری صفحاتی که دارای اضافه لبه باشند . 26- کلید دو مرحله ای ستاره مثلث اتوماتیک . 26- سیستم جمع آوری گرد و غبار و تراشه چوب . 27- محافظ ها و بخش های ایمنی پیشرفته Protection stop . 28- حفاظ های ایمنی جلوی دستگاه جهت پوشاندن محدوده برش با طراحی منحصر به فرد. 29- کنترل ولتاژ24 ولت DC . 30- بخش نرم افزاری و کامپیوتری پیشرفته با امکانات . 31- قابلیت نمایش الگوهای برش بر روی صفحه نمایش . 32- قابلیت نمایش سیکل و مراحل مختلف کارکرد ماشین بر روی صفحه در همان زمان اجرا . 33- دستور العمل های ON LINE و قدم به قدم در مورد مراحل کار برای اپراتور دستگاه . گرافیک سیکل کاری در همان زمان اجرا با جزئیات و دستور العمل ها برای اپراتور که به زودی زبان فارسی ارایه می گردد . 34- پیام های خطا جهت آگاهی و رفع عیب . 35- شرح خطاها و اخطارها به صورت ONLINE . 36- کنترل بخش های مختلف به صورت چک مارک و با نمودارهای Digital Oscilloscope Integrated . 37- بسته نرم افزاری شبکه و سیستم کامل جهت ارتباط با شبکه اینترنت همراه Modem . 38- بسته های نرم افزاری Ministarter، Optimiser- Basic optimizer Cutting برای ویرایش الگوهای برش و برنامه ریزی جهت کنشکافها ، به طور مثال مشخصات بسته نرم افزاری Cutting Optimiser به شرح ذیل می باشد: 1- حداکثر تعداد صفحات قابل برنامه ریزی جهت برش و سایز بری 999 . 2- امکان برش های z تا 5 مرحله . 3- امکان انتخاب مسیر برش در جهت الیاف . 4- پارامترهایی برای کنترل الگوی های برش ترکیبی . 5- امکان کار در 2 سیستم اینچ و میلیمتر 3 . 6- حوره مرجع با 60 کاراکتر برای بخش نام یا عدد . 7- امکان پاینت الگوهای برش ( طرح کشیده شده مستقیماً می تواند در کامپیوتر دستگاه و یا PC مورد استفاده قرار گیرد ) . 8- حداقل سخت افزارهای مورد نیاز : پنتیوم 266 مگا هرتز 32RAM – مگابایت Windows های 128 XP و 2000 و NT مگابایت 1000 CD RamDriver – Hard Driver - مگابایت Mouse – 98 و95 windows XP و 1000 و NT و NE وSE98 . 9- مانیتور 15 اینچ رنگی با کامپیوتر (Standard Office ) PC . 10- نرم افزار98Windows . 11- نرم افزار برای نوشتن برنامه لرش در PC شامل: ویرایشگر الگوی برش – Editor Goblisting – مقایسه الگوهای برش با یکدیگر ، ارایه گزارشات آماری . 12- پرینتر و جای قرار گرفتن پرینتر جهت چاپ بر چسب برای قطعات دورریز.( کلاً تهیه بر چسب و اطلاعات روی آن توسط نرم افزار مخصوص قرار می گیرد). و قابلیت پرینت اطلاعات ذیل : Layout – 69 و طرح های ایجاد شده با برنامه نویسی دستی . 13- صفحات کنار گذاشته شده جهت ورود به انبار . 14- قطعات باقی مانده از برنامه برش قبلی . 15- راه اندازی دستگاه به صورت دستی یا مدل نیمه اتوماتیک با سیستم اندازه گیری اتوماتیک پانل .16- پرینتر مدل 600Zebras به ابعاد میلیمتر ،وزن KG و حافظه یک مگابایت قابل افزایش تا 8 مگابایت . 17- دمنده مرکزی جهت تأمین باد صفحه میزهای جلوی دستگاه . 18- سیستم پنوماتیکی ( Change System Easy ) ECS جهت تعویض سریع و آسان تیغه اره .
***********************************************
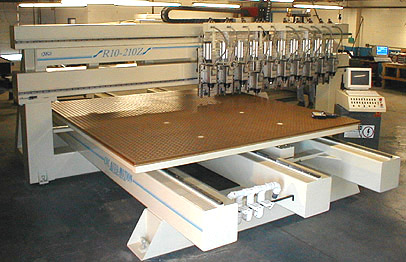
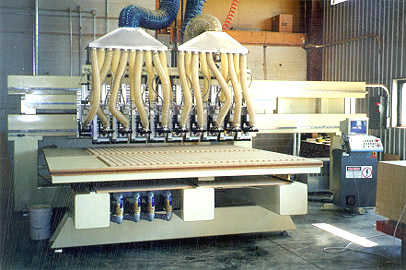
عکس برخی از ماشین آلات CNC و محصولات به دست آمده توسط این ماشینها را می توانید در زیر مشاهده کرد .









با ثبت لینک وبلاگتان در لینک باکس ما بازدید وبلاگ خود را دو برابر کنید!!!
لینک شما بصورت خودکار و بدون نیاز به تایید مدیر نمایش داده میشود!
با هر بار نمایش لینک باکس توسط وبلاگ شما، لینک شما به اول لیست لینکها انتقال پیدا میکند. مثلا اگر شما در روز 1000 بازدید کننده داشته باشید، لینک شما 1000 بار به اول لیست انتقال پیدا میکند!
عدالت در این سیستم رعایت شده و حق به حق دار میرسد.
سیستم ما کاملا هوشمند بوده و بعد از مدتی بازدید کنندگان وبلاگ شما را تا حد چشم گیری افزایش میدهد!!!
سایت:
سنتر باکس: www.CenterBox.ir